Solidité et qualité du cordon, compacité du métal fondu, pénétration pleine, aucune projection ou aspect fini, toutes ses qualités ont une cause commune: le procédé de soudage TIG. Lorsque des besoins en soudure de très hautes qualités se font sentir, c’est bien avec un poste à souder TIG et toutes ses propriétés que nous sommes à même d’y répondre. Encore faut-il bien choisir son poste à souder.
Comment fonctionne-t-il? Comment l’utiliser? Levons donc le voile sur ce poste tant désiré dans les industries aéronautiques, spatiales voire même pharmaceutiques.
Le fonctionnement du poste à souder TIG
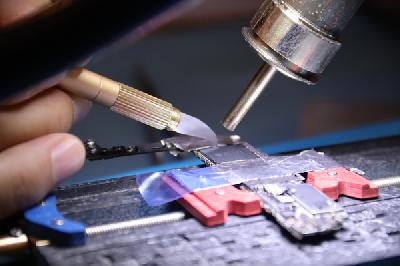
Le soudage en TIG est une forme analogue du soudage à l’arc électrique. Une torche en céramique terminée par une électrode en tungstène (d'où le nom de Tungstène Inert Gas) va venir diffuser un gaz neutre et créer un arc électrique à l’approche de la pièce de métal. L'énergie dégagée est alors suffisante pour faire fondre le métal. Dans le même temps, un gaz actif (argon ou hélium) est libéré sur la bain de fusion pour le protéger des impuretés présentes dans l’air. Le soudeur applique alors un métal d'apport manuellement ( ou automatiquement en fonction des modèles) qui va se fondre avec le bain de fusion et obtenir un cordon de soudure.
Les postes à souder TIG possèdent généralement un interrupteur pour sélectionner le mode de soudage. Des potentiomètre permettent de réguler l’apport en gaz qui passe par une électrovanne et alimente la torche. L'amorçage est facilité car la quasi-totalité des postes fonctionnent en haute fréquence. Enfin, de plus en plus de postes sont équipés de pédales ou l’intensité est régulé avec le pied. Ainsi, la dextérité des poignées est libérée. A noter aussi que les postes de soudure TIG sont mixtes et peuvent remplir les missions d’un poste de soudure MMA.
Les paramètres à prendre en compte lors de l’acquisition
Quel type de courant?
Avec un courant continu (DC), on peut souder tous types de métaux mais pour des métaux non ferreux comme l’aluminium ou ses alliages il faut un courant alternatif (AC). Le dépôt en surface appelé oxyde d’aluminium est difficile à faire entrer en fusion. Grâce au courant alternatif on crée un phénomène de décapage et de pénétration qui éclate cette surface. Tous les postes à souder TIG sont a priori capables d’émettre les 2 types de courants.
Choisir la bonne aiguille en tungstène
Attention aux embouts des électrodes! Celles présentant des bouts dorés et affutés sont conçues pour le soudage des aciers et acier inoxydables alors que celles à embouts verts sont à utiliser pour l’aluminium et ses alliages. La pointe n’est pas affutée.
Adapté son choix en fonction de ses besoins
Est-il utile de rappeler que tous les métaux peuvent être soudés avec un poste à souder TIG? Mais en outre, il permet aussi d’obtenir des soudures fines, esthétiques avec l’absence totale de laitier. Aussi, son utilisation est particulièrement prisée en tuyauterie ou dans le nucléaire pour l’excellente étanchéité des soudures. Néanmoins il convient de prendre en compte deux particularités qui distingue le procédé TIG. La première vient de la perte légère de productivité surtout si on le compare avec le procédé MIG/MAG. Toujours en fonction du poste MIG/MAG, le procédé en TIG se trouve être légèrement plus énergivore.
L’utilisation du poste à souder TIG
L’utilisation d’un poste TIG demande rigueur et méthodologie. Il convient de suivre pas à pas les étapes suivantes
Les pré-réglages
En premier lieu, il faut s'équiper d'équipements de protections individuels (casque, gants, veste). Ensuite seulement on peut s'atteler aux divers branchements et réglages qui sont:
- brancher la torche TIG et ajuster la polarité en fonction de l’alliage
- on règle le débit de gaz et ensuite on ouvre la bouteille
- on ajuste l’intensité en fonction de l’épaisseur à souder.
La préparation des pièces
Pour préparer l’acier à recevoir la soudure, on peut utiliser une meuleuse jusqu’à l’obtention d’un aspect brillant. Pour l’aluminium on usera d’une brosse à acier inoxydable. Pour les aciers en inox, on passera simplement un chiffon imbibé de solvant. L'intérêt est qu’aucunes impuretés viennent entraver la soudure. On insère l’électrode en tungstène, et positionne les pièces souder On en profite pour vérifier que la masse est bien positionnée.
La soudure
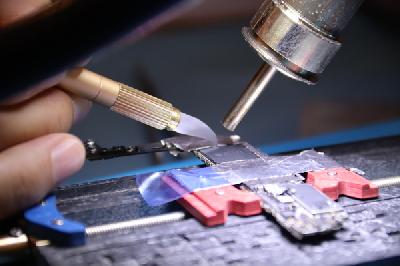
On commence par pointer les pièces avec de petites soudures pour qu'elles se maintiennent en place pendant le processus. La torche TIG dans une main et le métal d’apport dans l’autre, on fait fondre d’abord les pièces de métal avec l’arc électrique. L’électrode en tungstène ne doit jamais toucher le bain de fusion. Le bain de fusion va créer une flaque liquide. C’est à ce moment-là qu'on ajoute le métal d’apport. Incliné de 15° degrés environ, on insère la tige dans le bain de fusion par petites touches pour éviter l'agglutination. Le métal d’apport va venir ajouter de l’épaisseur à la soudure. Attention au mouvement de la main! La ou l’on avance la tige pour les autres procédés, c’est en tirant cette dernière que l’on soude avec un poste TIG.
Où acheter un poste à souder TIG ?
Maintenant que vous connaissez l'essentiel de ce qu'il faut savoir sur les postes à souder TIG, il nous reste un dernier point important à aborder : celui de l'achat !
Pour acheter un poste à souder TIG, il existe deux solutions principales à envisager :
Vous pouvez bien entendu vous rendre dans une boutique de bricolage bien achalandée, ou bien encore dans une boutique spécialisée si vous avez la chance d'en avoir une près de chez vous.
Le plus simple cependant reste de faire ses achats sur internet, à la condition bien sur de se tourner vers un site de confiance. C'est le cas par exemple de notre partenaire soudure.pro qui propose une large gamme de produit, un site idéal pour la réalisation de belles soudures
Par exemple, l'offre de postes à souder TIG est impressionnante. On trouve ici une petite vingtaine de postes différents ! Tous les postes TIG présentés sont de bonnes qualités, mais certains sont plus performants que d'autres. Ils sont alors capables de répondre aux besoins des professionnels. N'hésitez pas à lire le guide d'achat proposé pour en savoir plus.